
Regeneracja osi prasy
W tym artykule opowiemy o jednej z najbardziej wymagających realizacji — regeneracji dwóch osi przemysłowej prasy pakietującej BA1642 o nacisku 16 000 kN, wykonanej przez naszych specjalistów z wykorzystaniem sprzętu Sir Meccanica i Supercombinata.
Prace były prowadzone w 2019 roku na terenie zakładu przemysłowego, pod gołym niebem, w trudnych warunkach atmosferycznych — temperatura nie była bardzo niska, lecz wahała się od +2 do +5°C, przy silnym wietrze i opadach.
Pomimo tego remont został wykonany dokładnie w terminie, a jego jakość oceniono na najwyższym poziomie, co pozwoliło klientowi uruchomić prasę na czas i zrealizować kontrakt eksportowy bez żadnych strat.





Zakres zadania
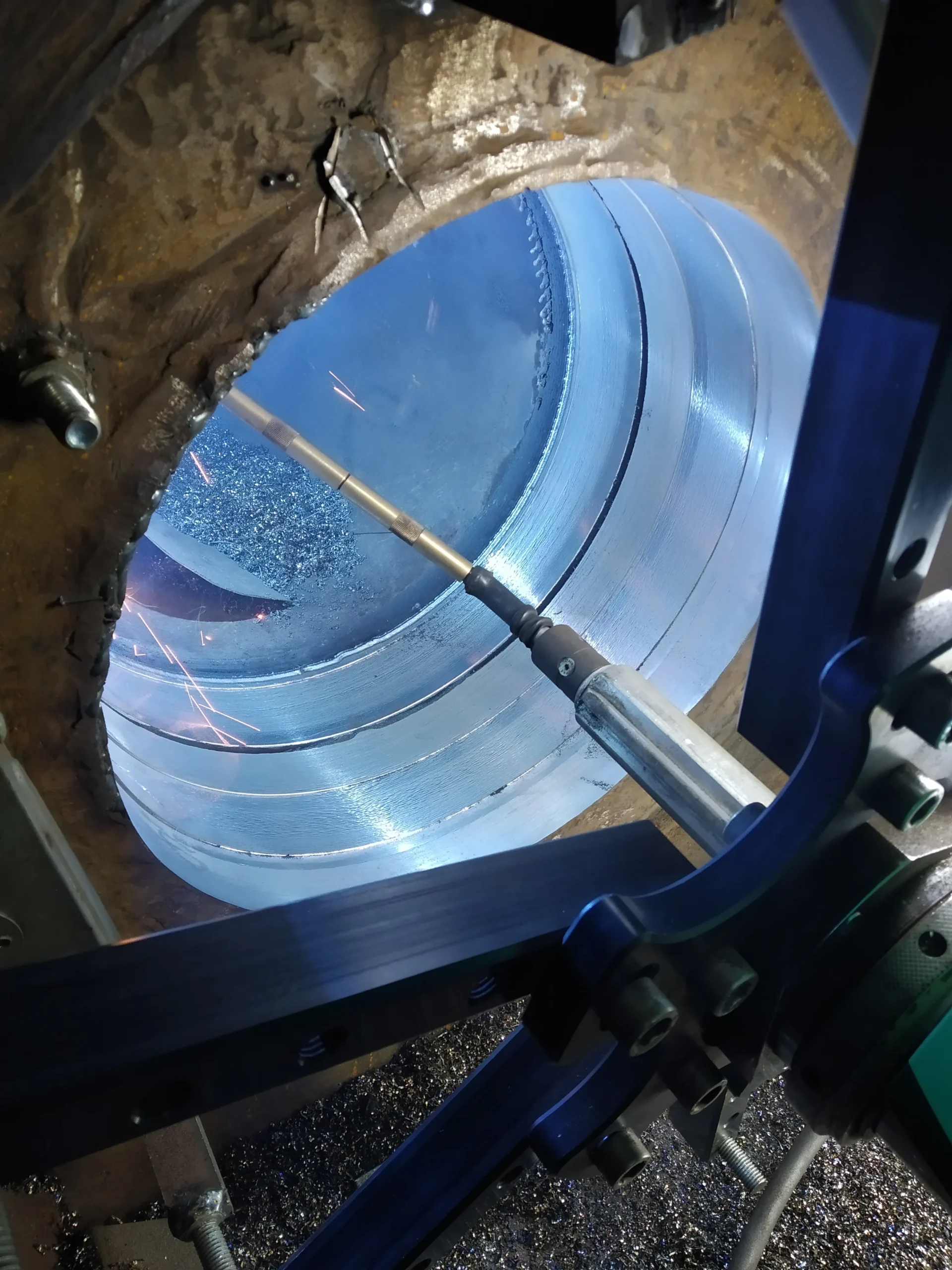
Należało zregenerować dwie osie ogromnej prasy BA1642 — zarówno w płycie dociskowej, jak i w przeciwległej części stelaża (staninie).
Otwory do naprawy miały średnicę około 440 mm oraz głębokość po 400 mm.
Po wytoczeniu i wyrównaniu powierzchni konieczne było napawanie otworów, a następnie obróbka na wymiar oryginalny pod montaż tulei z brązu.
Pracy było bardzo dużo, a presja ze strony klienta rosła z każdym dniem.

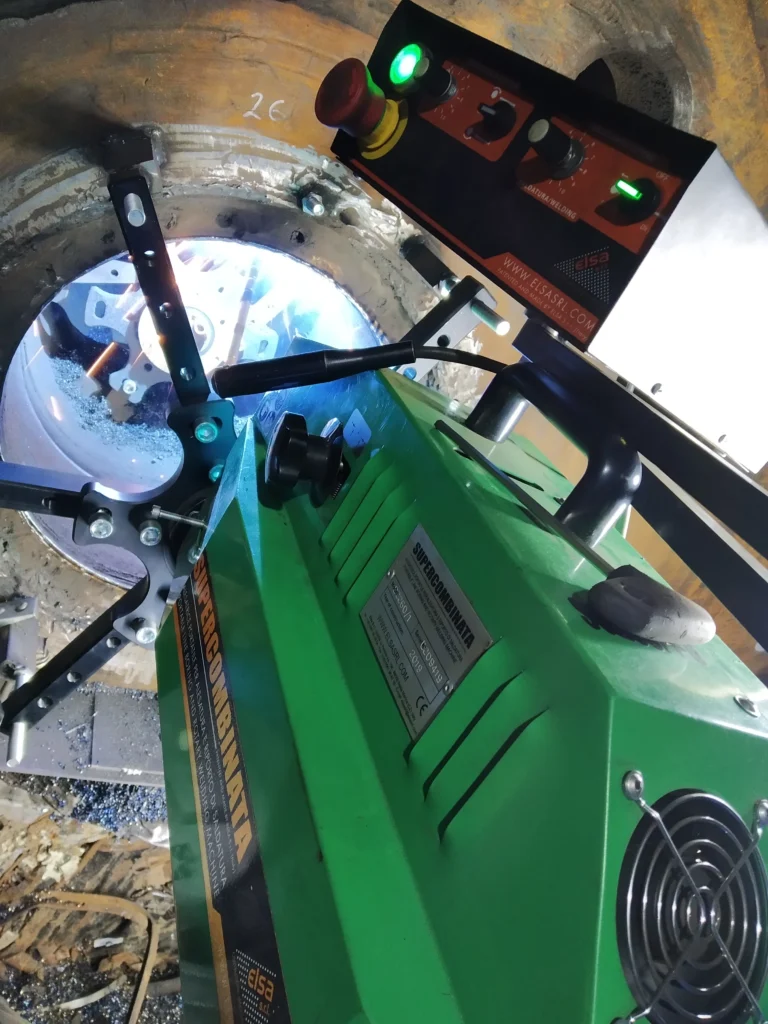


Użyte wyposażenie
W realizacji brało udział trzech specjalistów, którzy korzystali z dwóch włoskich wytaczarek różnych producentów:
- Supercombinata SC60 — z wrzecionem o średnicy 60 mm;
- Sir Meccanica WS2 Standard — z wrzecionem 40 mm (używanym do napawania i obróbki zgrubnej).




Były to najbardziej popularne i niezawodne maszyny do regeneracji otworów dostępne na rynku w tamtym czasie — ale też nie należały do najtańszych.
Dzięki połączeniu tych urządzeń udało się uzyskać wysoką dokładność osiowania i zachować wymagane parametry geometryczne.
Choć nie obyło się bez problemów — o czym opowiemy dalej.
W 2023 roku uruchomiliśmy własną linię produkcyjną pod marką Borweld, tworząc nowoczesne wytaczarki mobilne przeznaczone do napraw otworów w maszynach budowlanych, rolniczych, leśnych oraz przemysłowych.
🔗 Zobacz więcej: Wytaczarka mobilna Borweld Smart 40-1.0
lub odwiedź sekcję Sklep – Borweld.
Trudności i specyfika projektu
1. Dokładność geometryczna
Najtrudniejszym elementem było ustawienie osi płyty dociskowej idealnie prostopadle względem osi obrotu części przeciwnej.
Na ten etap poświęcono sporo czasu, korzystając z różnych narzędzi i przyrządów do ustawienia urządzenia.
Choć konstrukcja była prostokątna, przy montażu musiała idealnie wejść w przestrzeń roboczą z luzem około 10 mm na stronę.
Każde odchylenie mogło doprowadzić do przekoszenia lub uszkodzenia elementów prasy.
A awaria tak potężnego sprzętu to nie tylko kosztowny remont, ale też poważne straty wynikające z przestoju i utraty zaufania klienta — dla wykonawcy byłby to cios w reputację.
2. Warunki pracy
Prace prowadzono na zewnątrz, więc konieczne było zbudowanie tymczasowego zadaszenia, które choć częściowo chroniło przed wiatrem i deszczem.
Temperatura i wilgotność znacząco utrudniały proces napawania dużych otworów.
Podczas spawania zamarzały reduktory na butlach gazowych, a same urządzenia wymagały regularnych przerw na chłodzenie.
W ciągu jednego dnia zużywano kilka butli mieszanki spawalniczej, a łącznie – około 8 × 15 kg drutu ESAB Ø1,0 mm.
Można sobie wyobrazić, jak ogromny nakład pracy był potrzebny, by zużyć taką ilość materiału.
Awaria sprzętu i naprawa
Warunki były trudne, a maszyny pracowały z pełnym obciążeniem.
W pewnym momencie, jak to bywa, nastąpiła awaria jednej z wytaczarek Supercombinata — spalił się moduł szczotkowy silnika.
Wykonanie całego projektu jedynie mniejszym urządzeniem z wrzecionem 40 mm zajęłoby wieczność, więc sytuacja była poważna.
Na szczęście udało się szybko skontaktować z producentem i zamówić części zamienne w trybie pilnym.
Dostawa z Włoch zajęła zaledwie 5 dni, po czym maszyna została naprawiona w kilka godzin i natychmiast wróciła do pracy.
Zespół kontynuował realizację w systemie dwuzmianowym, aby dotrzymać ustalonego terminu.
Proces wytaczania i napawania
Najtrudniejsza część była już za nami.
Po przygotowaniu otworów wykonaliśmy napawanie powierzchni, a następnie precyzyjne wytaczanie do wymiaru nominalnego.
Wszystkie parametry zostały zachowane zgodnie z dokumentacją techniczną.
Klient jednak wymagał, aby wykonać dodatkową tolerancję pasowania – otwory miały być mniejsze o ok. 0,2 mm.
Szczerze mówiąc, mieliśmy wątpliwości, czy później uda się prawidłowo zamontować tuleje, ale postanowiliśmy zaufać obliczeniom i doświadczeniu.
Montaż tulei z użyciem ciekłego azotu
Do montażu dwóch tulei z brązu zakupiono cztery naczynia Dewara oraz 100 kg ciekłego azotu – koszt, który w tamtym czasie wydawał się znaczący.
Jak wspomniano wcześniej, pasowanie miało być bardzo ciasne, dlatego tuleje trzeba było schłodzić do ekstremalnie niskiej temperatury.
Pod wpływem ciekłego azotu metal skurczył się, a tuleje weszły w otwory bardzo lekko, mimo dużego naddatku.
Cała operacja trwała około 15 minut – w tym czasie zużyto cały zapas azotu, a tuleje zostały idealnie osadzone.








Efekty pracy
- Otwory o średnicy 440 mm zostały w pełni odtworzone.
- Pasowania wykonano z mikronową dokładnością.
- Prasa została uruchomiona bez żadnych przestojów ani utraty kontraktu.
- Zespół zdobył ogromne doświadczenie w naprawie i obróbce dużych otworów w trudnych warunkach terenowych.
⏱ Czas realizacji
Łączny czas wykonania projektu wyniósł trzy tygodnie, wliczając oczekiwanie na części zamienne i naprawę wytaczarki.
Prace prowadzono przez sześć dni w tygodniu, po 8–10 godzin dziennie.
W projekcie uczestniczyło trzech specjalistów, którzy po awarii sprzętu pracowali na dwie zmiany, aby dotrzymać terminu.
Pomimo wszystkich trudności, projekt został ukończony punktualnie i z zachowaniem najwyższej jakości.
Wnioski i rekomendacje
Do regeneracji otworów o dużych średnicach niezbędne jest wrzeciono o średnicy co najmniej 50 mm – najlepiej 60 mm.
Sprzedawcy, którzy twierdzą, że maszyna z wrzecionem 40 mm może skutecznie obrabiać otwory o średnicy 400 mm, mijają się z prawdą.
Taką operację można wykonywać miesiącami – lub zakończyć ją w kilka dni, mając odpowiedni sprzęt.
Nie ma rzeczy niemożliwych – trzeba tylko nie bać się dużych i trudnych projektów.
Właśnie w takich zleceniach zdobywa się doświadczenie i prawdziwe pieniądze.
Zobacz również
- Regeneracja prasy VIC1000 — wytaczanie 34 otworów na długości 8 m
- Napawanie otworów – poradnik techniczny
- Zestaw mikrometrów zewnętrznych – narzędzia pomiarowe
✅ Realizacja naprawy prasy BA1642 to przykład, jak doświadczenie, precyzja i niezawodny sprzęt pozwalają rozwiązać zadania, które z pozoru wydają się niemożliwe.
Jeśli potrzebujesz regeneracji osi, otworów lub tulei w maszynach przemysłowych –
📞 skontaktuj się z nami przez formularz kontaktowy.
